联系人:张先生 13316543719
邮 箱:279840520@qq.com
传 真:0755-28342471
网 址:www.szhtgj.cn
地 址:广东省深圳市龙岗区龙城大道3020
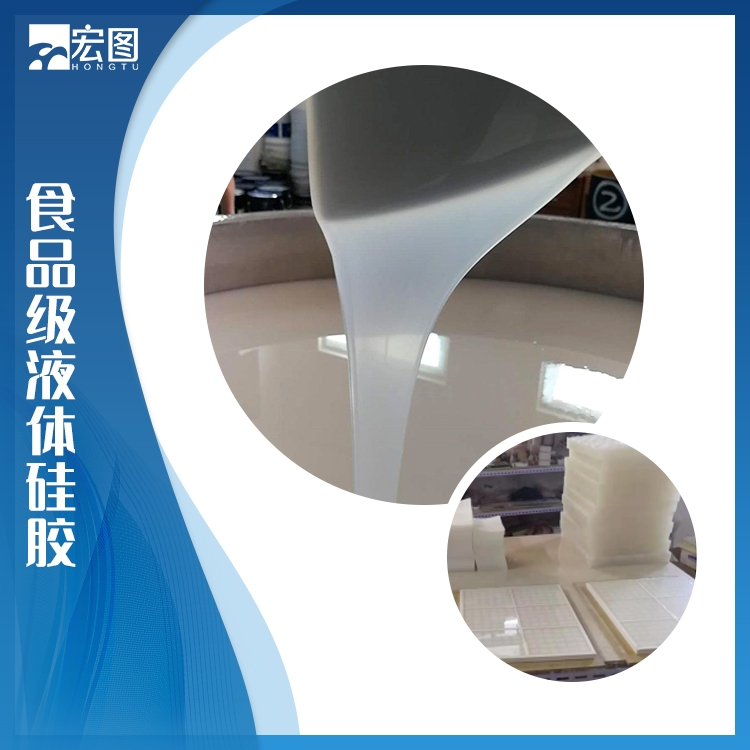
液体硅胶材料在注胶成型过程中,由于其粘度低、流动性好,常常会有溢胶或困气的风险。想要减少不良的发生,液体硅胶成型模具的加工精度控制就尤为重要。液体硅胶成型模具加工是如何控制精度的呢 ?
为了不发生溢胶造成毛刺现象,对液体硅胶成型模具分型面的精度要求比较高。而模具分型面的精度提高之后,空气的排除则变得更困难,就时往往需要在动模侧边加装排气道,来加速气体排出。另外,有些硅胶产品的结构特殊,通过排气槽也不能很好的排气,这时,就会在模腔中使用真空泵通过抽真空的方式进行减压。下面我们就分别对硅胶模具这几个重点部位的精度控制进行分析说明:

首先,液体硅胶成型模具分型面的加工,加工前需要认准硅胶材料性能。对于一般性能的液态硅胶材料,分型面精度控制在5μm以下,分型面粗糙度在3μm以下。而对于低粘度的液态硅胶材料来说,其流动性更好,分型面精度需控制在2μm以下,分型面粗糙度则需在0.5μm以下。
其次,排气道的加工,主要是通过磨床或精密机床加工。对于一般的液态硅胶材料,排气道深度控制在2-5μm;低粘度的液态硅胶材料,排气道深度在1-2μm。
另外,液体硅胶材料成型模具抽真空设计这块,主要是为了减少困气不良,在模具的分型面设置密封,用真空泵使模腔内成为负压状态后射胶。真空泵的规格根据模具的实际需求选用,一般建议排气量在15m³/h以上,真空度在0.5torr程度(1kpa相当于7.6torr,0.5torr约为66.6pa)。
以上液体硅胶精度控制方法你学会了吗 ?没有学会购买我们宏图液体硅胶原料,有专业人员指导硅胶操作流程。